

工厂地址:山东省德州市齐河经济开发区顺京路3号
咨询热线:400-186-2653
电子邮箱:shichangbu@trftpe.com
经理信箱:wyj@trftpe.com
邮政编码:251100
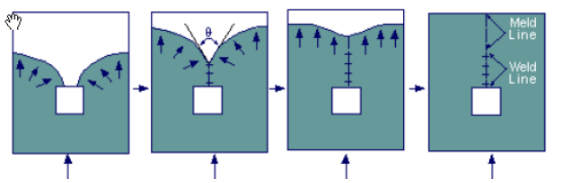
TPE热塑性弹性体熔接痕问题
TPE热塑性弹性体作为软胶材料应用在注塑加工时会出现熔接痕的问题,这里小编带大家来了解一下TPE注塑过程中熔接痕问题出现的原因和如何解决。
TPE热塑性弹性体注塑加工的方式是通过不同方向的熔融树脂前端部分被冷却、在结合处未能完全融合而产生的,熔接痕是不可避免的,只能通过熔体流动前沿的流变状态和分子聚集缠结程度来改善熔接痕的品质。
TPE热塑性弹性体熔接痕如何解决呢,注塑加工的老师傅提出了几项改善意见:
1、有效型腔压力太低,增加注射压力,延长注射时间。
2、增加注塑速度,高速射胶可以使TPE软胶熔体快速达到汇合处,低速注塑可以让模腔内的空气有足够的时间排出去。
3、适当增加背压及调整螺杆转速以获得更高均匀的溶胶温度;提高螺杆转速,使 tpe塑料黏度下降;增加背压压力,使塑料密度提高。
4、增加溶胶温度及喷嘴的温度,温度高塑料的黏度小,流态通畅,熔接痕变细,温度低,减少气态物质的分解。
5、脱模剂应尽量少用,特别是含硅脱模剂,否则会使料流能融合。
6、降低合模力,以利排气。